| Комментарий | звоните ежедневно |
| Телефон | +7 495 308-41-84 |
| Комментарий | отправьте заявку на почту |
| zakaz@robumsk.ru | |
| Телефон |
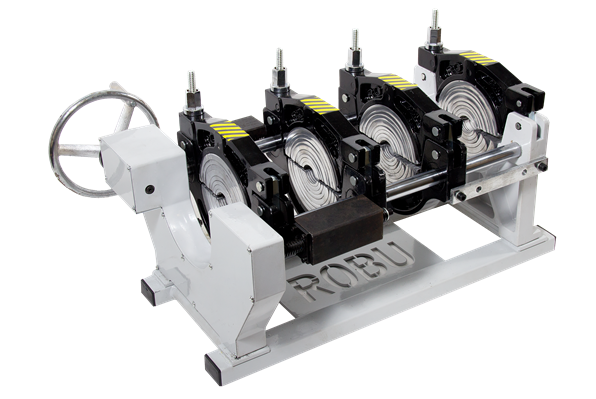
Инструкция по эксплуатации стыкового сварочного аппарата для полипропиленовых труб
Содержание
1.1 Назначение
1.2 Область применения
1.3 Тип
2.1 Корпус
2.2 Торцеватель (триммер)
2.3 Нагреватель
2.4 Механический привод
2.5 Гидравлический привод
1. Характеристики машины
1.1 Назначение
Сварка встык ПЭ (PE), ПП (PP) и ПВДФ (PVDF) труб и фитингов для размеров:
- модель W160 (63-75-90-110-125-140-160);
- модель W250 (75-90-110-125-140-160-180-200-225-250мм);
- модель W315 (110-125-140-160-180-200-225-250-280-315мм);
- модель W500 (180-200-225-250-280-315-355-400-450-500мм);
- модель W630 (315-355-400-450-500-560-630 мм);
- модель W800 (450-500-560-630-710-800 мм);
- модель W1000 (710-800-900-1000 мм);
- модель W1200 (710-800-900-1000-1200 мм);
- модель W1600 (1000-1200-1600 мм).
Сварка встык ПЭ (PE), ПП (PP) и ПВДФ (PVDF) труб и фитингов.
1.2 Область применения
Трубы и фитинги, выполненные из ПЭ, ПП и ПВДФ применяющиеся при транспортировке питьевой воды, стоков, и т.д.
1.3 Тип
Машины создана для использования с механическим и гидравлическим приводом.
Свариваемые материалы ПЭ (PE), ПП (PP) и ПВДФ (PVDF) Диапазон свариваемых диаметров, мм 40-1600
Машина создана для использования с гидравлической системой.
Для эксплуатации машины в стандартной комплектации необходимо напряжение:
- модель W160, W250 и W315 – 220В (однофазное);
- модели W500, W630, W800 и W1000 – 380В (трёхфазное).
2. Оснащение машины
Корпус
Центратор (станина)
Торцеватель (триммер)
Нагреватель
Защитный кожух
Гидравлический привод
3. Эксплуатация машины и управление процессом сварки
Внимательно ознакомьтесь с МЕРАМИ ПРЕДОСТОРОЖНОСТИ и РЕКОМЕНДАЦИЯМИ ПО ОРГАНИЗАЦИИ РАБОТ, изложенными в конце настоящей инструкции.
Перед использованием машины убедитесь, что источник питания полностью исправен и способен обеспечить стабильное электроснабжение с уровнем напряжения и силой тока соответствующим мощности, потребляемой машиной (сварочным аппаратом).
Проверьте аппарат, соединительные кабели и шланги на отсутствие повреждений.
Не подвергайте аппарат ударам в процессе хранения, перевозки и работы.
Защищайте от царапин антипригарное покрытие нагревательного элемента.
Перед первым использованием машины проверьте уровень масла (2/3 объема масляного бака). При необходимости долейте масло (Shell Tellus 46).
В дальнейшем рекомендуется полная замена масла каждые 6 месяцев.
Перед первым использованием машины замените железную транспортную пробку на масляном баке на специальную пластиковую пробку красного цвета.
Сварочный аппарат подлежит ежегодному техническому обслуживанию в авторизованном сервисном центре «Robu».
1. Подключите эл. блок гидравлического привода к электросети:
модельW160, W250 и W315 – 220В однофазная;
модели W500, W630, W800 и W1000 – 380В трехфазная;
затем подключите гидравлический блок и нагреватель к эл. блоку.
2. Дождитесь нагрева зеркала нагревателя до необходимой температуры (220 C˚ при сварке труб из полиэтилена ПЭ100 или другой требуемой температуры в соответствии с указаниями руководителя процесса сварки).
3. Присоедините подающие масло шланги от центратора к гидравлическому приводу. Проверьте уровень масла в гидравлическом приводе при помощи индикатора. Если масло отсутствует, используйте масло марки Shell Tellus 46.
4. Вставите трубы и закрепите зажимы на центраторе.
5. Установите регулятор давления на гидравлическом приводе против часовой стрелки в начальное положение (отсутствие давления).
6. Для установления давления нагрева (увеличение по часовой стрелке) и проверки машины, задействуйте рукоятку управления движением зажимов центратора. Проверьте работу машины, приводя в движение зажимы с помощью рукоятки. Перемещайте зажимы вперед-назад, по направляющим центратора пока не убедитесь, что зажимы перемещаются плавно без заеданий. Возникшее во время движения зажимов давление является Давлением Движения (ДД). Вы можете увидеть ДД, которое мы учтём позднее в расчетах параметров сварки, на манометре. Среднее ДД макс. 30 бар.
7. Найдите значение необходимого ДАВЛЕНИЯ СВАРКИ (P1=P5) в таблице (раздел 4 инструкции), в соответствии с диаметром трубы, материалом и показателем PN или SDR. Добавьте ДД к ДАВЛЕНИЮ СВАРКИ, взятому из таблицы. Это Общий Показатель Давления (ОПД), который должен быть установлен на регуляторе давления: OПД = ДАВЛЕНИЕ СВАРКИ (P1, P5) + ДД.
8. Установите торцеватель на машине, закрепите блокировочным штырём.
9. Вставьте розетку в штепсель, (расположенный на гидравлическом приводе для аппаратов W250, W315 или на отдельном эл. блоке для аппаратов W500, W630, W800, W1000). Закрепите розетку в штепселе с помощью крепежного резьбового кольца.
10. Для включения торцевателя используйте выключатель.
11. Оба конца трубы необходимо обрабатывать торцевателем, до выхода ровной, непрерывной ленты стружки, образующейся при обработке торцов трубы.
12. По окончании снимите торцеватель с центратора.
13. Убедитесь, что температура нагревателя достигла установленного значения (220 C˚ при сварке труб из полиэтилена ПЭ100 или другой требуемой температуры в соответствии с указаниями руководителя процесса сварки).
14. Поместите нагреватель между обработанными торцами труб и соедините трубы, установив давление соответствии с поученным значением ОПД.
15. Нагрейте торцы труб в соответствии с параметрами давления и времени t1 и t2, выбранными из в таблицы (в соответствии с п.7). После образования симметричного буртика (время t1), ослабьте давление до величины P2 (свободное давление, близкое к нулю) и продолжайте подогрев до истечения необходимого времени (t2).
16. Снимите нагреватель (см. время технологической паузы t3) и соедините трубы и установив давление соответствии с поученным значением ОПД.
17. Оставьте сваренные трубы в машине под воздействием давления на необходимое время охлаждения t5.
4. Параметры давления и времени
- Время оплавления стыка до образования грата (симметричного буртика).
- Время нагрева без давления.
- Время технологической паузы для удаления нагревателя из зоны сварки и сведения труб до их соприкосновения.
- Время увеличивающегося давления (давление сварки).
- Время необходимое для охлаждения P1: Давление оплавления торцов до образования симметричного буртика; P2: Давление необходимое для продолжения нагрева торцов трубы; P5: Время необходимое для охлаждения стыка P21t1 t2P2PressuareP1=P5t3 t4 t5 TimeP1=P5


Визуальная диагностика возможных ошибок при проведении процедуры сварки
5. Меры предосторожности
- Узлы сварочного аппарат являются источником высокой температуры (до 300 °С) и давления (до 250 бар). В аппарате имеются острые и движущиеся части. Использовать аппарат должны только специалисты, прошедшие специальную подготовку и имеющие документ установленного образца.
- Во время эксплуатации, аппарат должен находиться на горизонтальной плоскости.
- Аппарат может использоваться только в сухих условиях. Блоки аппарата должны быть защищены от атмосферных осадков и др. источников влаги.
- Перед использованием проверьте электрический кабель и соединения.
- Не трогайте включенный или недавно отключенный нагреватель. Проверяйте уровень нагрева при помощи термостата. Для дополнительного контроля температуры нагревателя используйте внешний контрольный термометр (приобретается отдельно).
- При переносе нагревателя используйте рукоятку.
- Закрепите торцеватель на станине перед использованием.
- Не переносите торцеватель во время работы.
- Не трогайте лезвия торцевателя во время работы.
- После обработки торцевателем, отключите его от разъема и положите в защитный кожух.
6. Рекомендации по организации работ
Сварочные аппараты могут применяться на объектах, возводимых в холодной и умеренной строительно-климатических зонах России по ГОСТ 16350 при температуре не ниже минус 15 ºС.
Практика показывает, что значительная часть случаев нарушения технологии сварки приходится на сварку при отрицательных температурах окружающей среды.
По этой причине работы по сварке рекомендуется, по возможности, производить при температуре воздуха от + 30°С до + 5°С.
При температурах окружающей среды, выходящих за интервал + 30°С до + 5°С, но в диапазоне от +40°С до -5°С, когда качественная реализация персоналом навыков сильно затруднена, сварку рекомендуется проводить в помещениях (укрытиях), обеспечивающих соблюдение температурного интервала от + 30°С до + 5°С.
При температурах ниже -5°С и силе ветра более 3 м/с осуществлять проведение работ по сварке настоятельно рекомендуется с устройством отапливаемых укрытий, при этом должна быть обеспечена подача нагретого воздуха внутрь свариваемых отрезков трубопровода и применение заглушек на концах труб, чтобы температура воздуха внутри свариваемой трубы находилась в пределах от +40°С до -5°С.
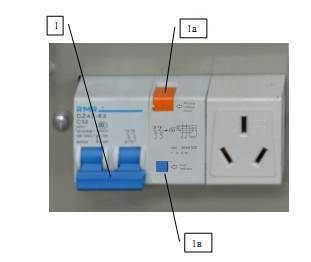
Проверка работоспособности предохранителя общего выключателя
Общий выключатель ("1") имеет кнопку проверки работоспособности предохранителя ("1а"). Рекомендуется проводить проверку работоспособности 1 (один) раз в месяц.
Для этого необходимо нажать кнопку "1а". Если при этом не происходит срабатывания кнопки "1в", то выключатель исправен. Если происходит срабатывание кнопки "1в", то выключатель нуждается в замене.